The last few years have been challenging – to say the least – for many businesses involved in materials handling, warehousing and logistics. Having survived the effects of Covid, they are now recovering and investing in business growth. But what are the main aims of that investment, and what technologies will they buy into in the year ahead? Cat® Lift Trucks offers a view on how materials handling will change.
Behind the trends are four high-priority objectives that companies in Europe will be looking to achieve:
- More affordable energy bills. With prices soaring, everyone is trying to use less electricity and fuel.
- Higher operational speed and efficiency. Anything that boosts productivity or cuts costs will help to maintain profit. A further driver is the rapid growth in e-commerce, with customers demanding faster order fulfilment and delivery.
- A healthier planet. Pressure from legislation and environmentally conscious customers is building. Reducing carbon emissions is top of the list, along with sustainable use of the earth’s resources.
- Happier workers. Attracting and keeping employees is getting harder.
These factors overlap, and so do their solutions. We have summarised them under four headings.
Electrification
The move from IC engine to electric forklifts will continue. In workplaces where tailpipe emissions are no longer legally acceptable, the switch is obligatory. In other cases, companies are switching to gain practical advantages and reduce ongoing costs. It should be noted that IC engine lift trucks still have important benefits in some applications. Legal requirements and technological developments will continue to lower the engines’ environmental impacts.
Provided that the electricity used to charge them is not generated by burning fossil fuels, electric forklifts cut carbon emissions. Advances in their electronic sophistication are reducing energy consumption, while their ease of maintenance minimises servicing expense. For drivers, their quiet, smooth, comfortable performance improves working conditions.
To make the most of electric counterbalance and warehouse trucks’ advantages, customers are increasingly turning to lithium-ion battery power. Although lead-acid is still useful and economical in many situations, the trend toward Li-ion batteries will grow. Almost all Cat® electric counterbalance and warehouse equipment now come with a choice between lead-acid and Li-ion batteries.
Li-ion battery advantages include higher energy efficiency, better performance, longer runtime and lifespan, minimal maintenance needs and lower total cost of ownership (TCO). To make the switch to electric more easily affordable, many customers will opt for battery hire or finance arrangements.
Sustainability
Electric lift truck technology, especially when combined with Li-ion batteries, is an obvious way to lower forklift-related carbon emissions. The long life and easy maintenance of electric forklifts also minimises material resource consumption.
At the same time, businesses will be looking to reduce the electricity and fuel consumed by their warehouse, distribution centre and factory buildings. Investment in efficient heating, cooling and lighting systems will shrink ongoing costs as well as carbon footprints.
Warehouse and factory roofs should play a bigger role in the siting of solar panel arrays. Battery energy storage systems (BESS) can be installed to store any excess generated. High-volume, low-speed (HVLS) fans will improve both cooling and heat distribution efficiency. Meanwhile, intelligent LED lighting systems are gradually replacing older and less efficient technology.
More fundamentally, building insulation will continue to be improved. For instance, specialised loading dock doors, seals and shelters will take the place of wide-open escape routes for heat. All of the sustainable improvements noted here will additionally help to maintain a comfortable indoor environment for workers.
Automation solutions
Automated solutions can make some materials handling activities faster and more efficient. They will also help in overcoming labour shortages, while cutting wage costs. Furthermore, in areas of a building with no humans present, they reduce the need for spending on heating, cooling and lighting.
Most warehouse businesses will be considering at least small steps toward automation. Conveyors and sortation systems are a good place to start. Automating simple and repetitive tasks like palletising and depalletising is another easy option, especially where loads come in standard sizes and arrangements.
The skills, awareness and decision-making abilities of a good lift truck operator are still vital in many applications. However, driverless forklifts are becoming increasingly capable. AGVs (automated guided vehicles) and AMRs (autonomous mobile robots) will become a more familiar sight in the workplace. A trend toward ‘optimal automation’ will see mixed fleets in operation. Automated trucks will handle the tasks for which they are best suited while regular forklifts deal with less predictable situations.
While AGVs follow routes set by wires or visual markers, AMRs can navigate independently using artificial intelligence (AI). This allows them, for example, to survey their surroundings, navigate around objects and choose optimum routes. Continuing development of artificial AI and machine learning (ML) in mobile robots will expand their range of applications.
Order picking is a task in which automated assistance is particularly welcome. Much of a human order picker’s time is spent walking or riding between picking locations and packing areas. The variety of items to be picked these days, to fulfil multiple small orders, adds extra time and complexity. Intelligent mobile robots can be programmed to do the legwork and to present picked items to the worker.
An easy way of introducing such machines, without any previous in-house experience of their use, is to hire them. ‘Robotics as a Service’ (RaaS) providers can assess the application, supply the necessary AMRs, programme them, and monitor their performance.
Automation can benefit materials handling and warehouse workers, by changing their roles and conditions for the better. Workplaces become safer as the scope for human error decreases. Robotic machines are assigned to the more dangerous, physically strenuous, tiring, uncomfortable and monotonous tasks.
Workers are then left with the more enjoyable and mentally stimulating roles which give greater job satisfaction. That may include applications requiring high levels of driving skill, or problem-solving abilities. As workplaces become automated, employers will also want to upskill their staff to deal with the new technology. There may be training opportunities to enable them to use, manage or maintain automated and robotic equipment. There is much potential to make materials handling and warehouse work a more attractive and highly valued occupation.
Data-driven improvements
Data will fuel further gains in operational speeds and efficiencies in materials handling and warehousing. The fashion for gathering ever-larger amounts of data from an ever-wider range of sources is growing. To unleash its full power, data must be deeply analysed and expertly interpreted to produce actionable insights. At the very least, this provides a better-informed basis for decision-making. At best, it identifies changes which will substantially improve operations. Through intelligent systems, those decisions and changes can even be made automatically.
Data may be fed into a variety of software systems designed for efficient management of businesses. A warehouse management system (WMS), for instance, will optimise stock levels, storage locations, movements and much more. Alternatives include warehouse control systems (WCS) and warehouse execution systems (WES). Then there are enterprise resource planning (ERP) and enterprise asset management (EAM) systems. Others deal with equipment maintenance and forklift or vehicle fleet management. When these systems and their data are integrated with each other, they become even more powerful.
Together, this information forms ‘big data’ – too extensive to be processed by conventional database systems. Big data analytics can make correlations between factors which would not otherwise be visible. Use of artificial intelligence is often needed to detect patterns and relationships amongst such a complexity of data. While some of the results are easy to display and understand on screen, the software providers can offer specialist help with analytics and interpretation.
The internet of things (IoT) will add hugely to the pool of big data. Use of the IoT is extending to every area of the warehouse and its equipment. The IoT can be described as a network of objects, or ‘things’, connected to each other and to the internet. The objects are fitted with IoT devices, equipped with data-gathering, storage and transmission functionalities. They communicate and share data between themselves, and often with a cloud platform, using wireless networks such as WiFi or 5G.
Obvious examples of IoT use in warehouses are RFID (radio-frequency identification) tagging, barcoding and scanning systems. These can be invaluable in tracking items and managing stocks.
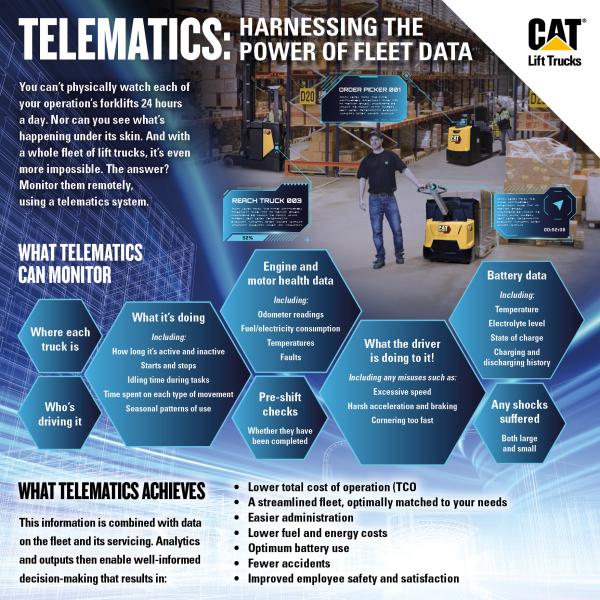
IoT technology enables telematics, for remote monitoring of the condition and use of each lift truck in a fleet. The data collected is linked to other systems, like ERP, to optimise fleet utilisation, efficiency, productivity and maintenance. It can be applied similarly to machinery such as conveyors and automated storage and retrieval systems.
An essential element in many of these applications is mobile digital communication. Through their connected smartphones or tablets, workers can access useful information wherever they are. This gives flexibility, for example, to investigate issues from any remote location, including home. Digital connection can be used in devices such as ‘smart glasses’. With a reliable 5G network, it may even be possible for a driver at home to operate a forklift truck remotely on site.
What’s next?
For clear advice on materials handling developments and what they mean for your business, visit: